
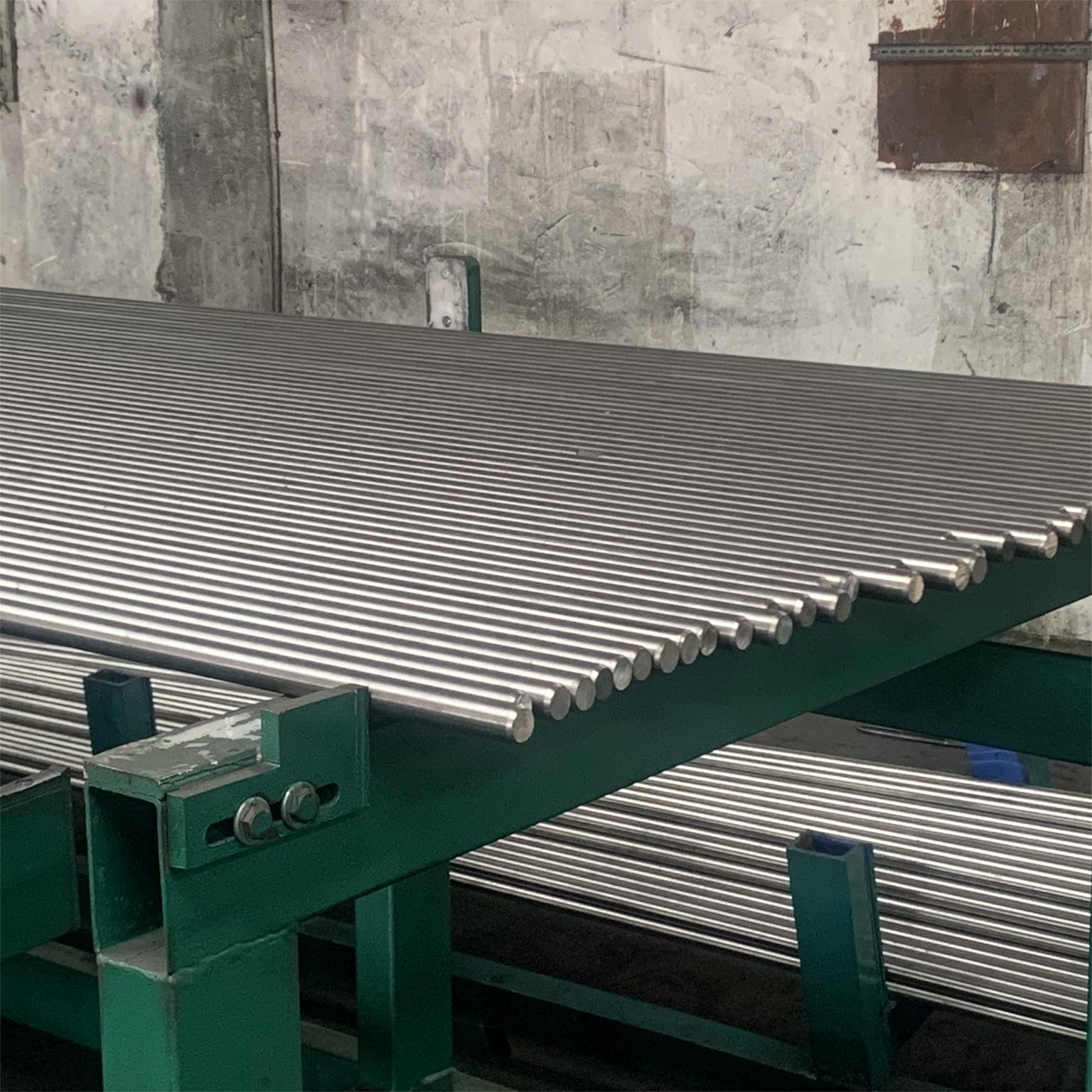



1.4305 (303) stainless steel
X10CrNiS 18-9
SUS303
S30300
Diameter 2 - 75 mm
Smelting Technology:IF/EAF/LF/AOD/VOD/VIM/ESR/VAR
Quality Control: Component testing, mechanical properties testing,Ultrasonic testing for inner side,Eddy current testing for surface...
| Grade | C | Si | Mn | S | P | Cr | Ni | Mo |
| 303 | ≤0.15 | ≤1.0 | ≤2.0 | ≥0.15 | ≤0.2 | 17.0-19.0 | 8.0-10.0 | ≤0.6 |
Sulphur additions to the composition act as initiation sites for pitting corrosion. This decreases the corrosion resistance of 303 stainless steel to less than that for 304. However. corrosion resistance remains good in mild environments.
In chloride containing environments over 60°C, 303 stainless steel is subject to pitting and crevice corrosion. Grade 303 stainless is not suitable for use in marine environments.
Grade 303 stainless steel has good resistance to oxidation when intermittently exposed to temperature up to 760°C temperatures. It also has good oxidation resistance in continuous service to 870°C. This, however, is not recommended as 303 is sensitive to carbide precipitation with continuous use at 425-860°C.
Grade 303 stainless steel has excellent machinability. Machining can be enhanced by adhering to the following rules:
Cutting edges must be kept sharp. Dull edges cause excess work hardening.
Cuts should be light but deep enough to prevent work hardening by riding on the surface of the material.
Chip breakers should be employed to assist in ensuring swarf remains clear of the work
Low thermal conductivity of austenitic alloys results in heat concentrating at the cutting edges. This means coolants and lubricants are necessary and must be used in large quantities.
Grade 303 stainlesssteel cannot be hardened by heat treatment.
Solution treatment or annealing can be done by rapid cooling after heating to 1010-1120°C.
The sulphur addition present in 303 stainless steel results in poor weldability. If 303 must be welded the recommended filler rods or electrodes are grades 308L and 309 stainless steels. For maximum corrosion resistance, the welds must be annealed.
“Shortest Delivery, Best Quality, and Competitive Price Policy” is our commitment, whatever any stainless welding wires or nickel base alloys, duplex alloys you are looking for.
Tags:stainless steel,welding wire,welding electrode,welding alloy



NICKEL ALLOY INDUSTRY


 English
English
 русский
русский Español
Español